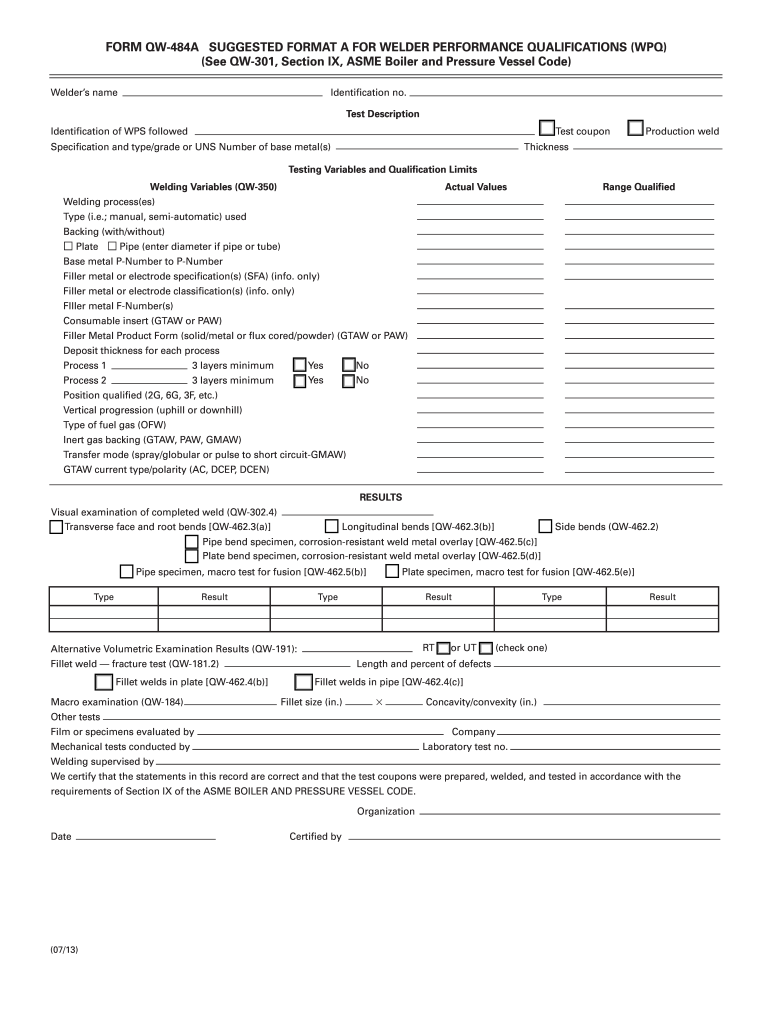

Start using our platform today to easily fill out form qw 484a for free!
| Versions | Form popularity | Fillable & printable |
|---|---|---|
| 2013 | 4.9 Satisfied (510 Votes) |
At DocHub, your data security is our priority. We follow HIPAA, SOC2, GDPR, and other standards, so you can work on your documents with confidence.
Learn more